

 Inglês
Inglês عربي
عربي espanhol
espanhol
×
Senha
Pegue a senha
Digite a senha para baixar o conteúdo relevante.
Enviar
 +86-15267462807
+86-15267462807
 Linguagem
Linguagem
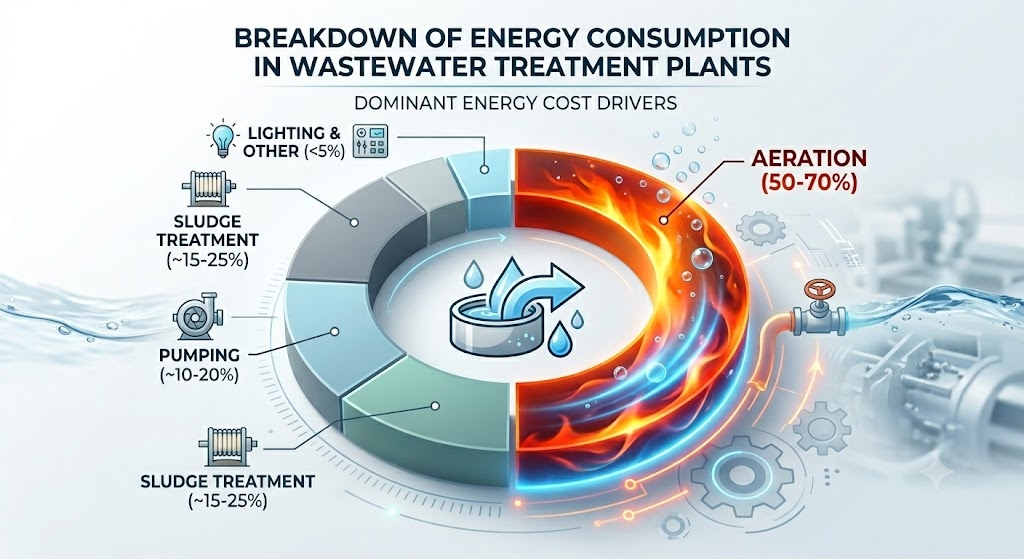
Resposta direta: A aeração consome 50–70% da energia total em uma estação de tratamento de águas residuais. A principal métrica de eficiência é a Eficiência de Aeração Padrão (SAE), medida em kgO₂/kWh – quanto oxigênio seu sistema fornece por unidade de energia. Um sistema difusor de bolhas finas bem projetado atinge 2,5–5,0 kgO₂/kWh. A maioria das usinas em operação fica aquém disso em 1,5–2,5 kgO₂/kWh devido a difusores obstruídos, sopradores superdimensionados funcionando com carga parcial, pontos de ajuste de OD fixos que ignoram a variação diurna de carga e falta de controle do VFD. Uma auditoria energética identifica exatamente qual deles está custando mais — e a EPA dos EUA documentou que apenas um sistema de controle de aeração adequadamente projetado reduz a energia de aeração em 25–40%.
Embora os sistemas de aeração representem apenas 2–5% dos custos de construção, eles consomem até 80% da energia da planta. Mesmo com o valor conservador de 50%, os números são substanciais:
| Tamanho da planta | Energia total típica | Participação de aeração (60%) | Por US$ 0,10/kWh |
|---|---|---|---|
| 1.000 m³/dia | ~150.000 kWh/ano | ~90.000 kWh/ano | ~$9.000/ano |
| 10.000 m³/dia | ~1.500.000 kWh/ano | ~900.000 kWh/ano | ~$ 90.000/ano |
| 50.000 m³/dia | ~7.500.000 kWh/ano | ~4.500.000 kWh/ano | ~$450.000/ano |
| 100.000 m³/dia | ~15.000.000 kWh/ano | ~9.000.000 kWh/ano | ~$900.000/ano |
Uma melhoria de 20% na eficiência da aeração em uma planta de 50.000 m³/dia economiza US$ 90.000/ano. Todos os anos. Sem comprometer o processo – na verdade, com melhor desempenho biológico.
A estrutura de auditoria abaixo identifica onde essas poupanças estão escondidas.
Antes de auditar qualquer coisa, você precisa falar a mesma língua do seu equipamento. Quatro métricas definem o desempenho do sistema de aeração:
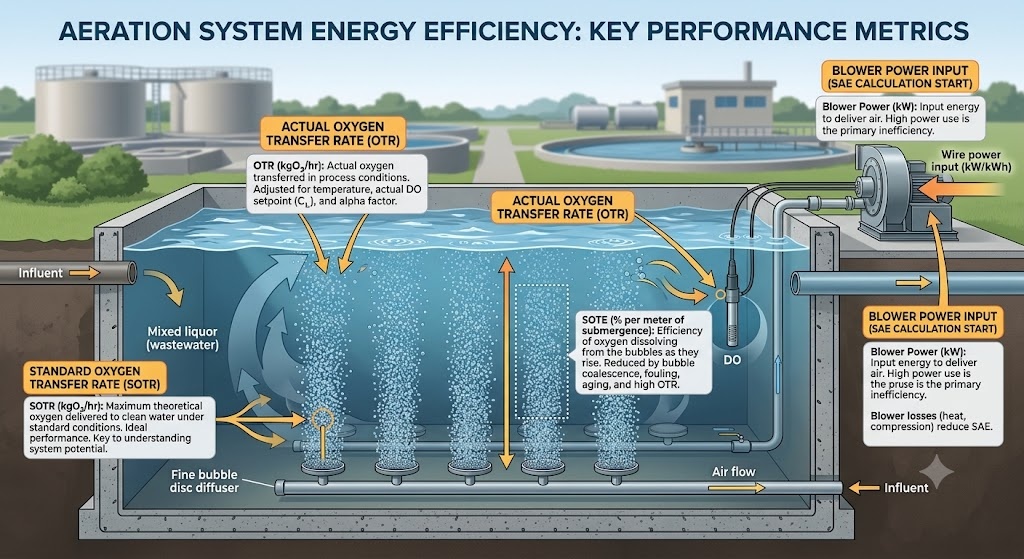
SOTR — Taxa padrão de transferência de oxigênio
A massa de oxigênio transferida por hora em condições padrão (água limpa, 20°C, zero OD, nível do mar). Unidades: kgO₂/h. Esta é a classificação de laboratório do fabricante para um difusor ou arejador.
SOTE — Eficiência Padrão de Transferência de Oxigênio
A fração de oxigênio no ar fornecido que realmente se dissolve na água, sob condições padrão. Expresso em % por metro de submersão ou em % total do sistema.
SOTE (%) = (O₂ dissolvido / O₂ fornecido) x 100
Difusores de disco de bolhas finas: 6–8% SOTE por metro de submersão
Difusores de bolhas grossas: 3–4% SOTE por metro
Arejadores mecânicos de superfície: não dependentes da profundidade; expresso como SOTE total
OTR — Taxa real de transferência de oxigênio (campo)
SOTR corrigido para condições reais do processo – temperatura das águas residuais, concentração real de OD e fator alfa. Isto é o que seus difusores realmente entregam no tanque.
OTR = SOTR x alfa x (beta x C_s,T - C_L) / C_s,20 x teta^(T-20)
onde:
SAE — Eficiência de Aeração Padrão
O número mais útil para uma auditoria energética. SAE combina transferência de oxigênio e consumo de energia em uma métrica comparável.
SAE (kgO₂/kWh) = SOTR (kgO₂/hr) / Entrada de energia do fio para o soprador (kW)
O inverso — kWh/kgO₂ — é igualmente válido e mais intuitivo para o cálculo de custos:
Energia específica (kWh/kgO₂) = 1 / SAE
Benchmarks SAE por tecnologia:
| Tecnologia de aeração | SAE (kgO₂/kWh) | Energia específica (kWh/kgO₂) |
|---|---|---|
| Difusor de disco/tubo/placa de bolhas finas (otimizado) | 2,5–5,0 | 0,20–0,40 |
| Difusor de disco de bolhas finas (operação típica) | 1,8–3,5 | 0,29–0,56 |
| Difusor de bolha grossa | 1,2–2,0 | 0,50–0,83 |
| Arejador mecânico de superfície (baixa velocidade) | 1,2–2,5 | 0,40–0,83 |
| Arejador mecânico de superfície (alta velocidade) | 0,8–1,5 | 0,67–1,25 |
| Aerador a jato | 1,0–2,0 | 0,50–1,00 |
| Aeração de eixo profundo (>15 m) | 3,5–6,0 | 0,17–0,29 |
Se o SAE calculado da sua planta estiver abaixo de 1,8 kgO₂/kWh para um sistema de bolhas finas, você terá um problema de desempenho recuperável – provavelmente difusores sujos, aeração excessiva ou operação ineficiente do soprador.
Você não pode auditar o que não mediu. A maioria das plantas pode calcular um SAE aproximado a partir da instrumentação existente, sem qualquer equipamento de teste especializado.
O que você precisa:
Estimar a demanda diária de oxigênio (AOR — Necessidade Real de Oxigênio):
AOR (kgO₂/dia) = (demanda de oxigênio para remoção de DBO) (demanda de oxigênio para nitrificação) - (crédito de desnitrificação)
Remoção de DBO: ~1,0–1,2 kgO₂ por kg de DBO removido (1,0 para remoção simples de DBO; 1,2 para sistemas combinados de nitrificação de DBO)
Nitrificação: 4,57 kgO₂ por kg NH₄-N oxidado
Crédito de desnitrificação: 2,86 kgO₂ recuperado por kg NO₃-N reduzido (se houver zonas anóxicas, subtrair isso)
Exemplo — usina municipal de 10.000 m³/dia:
Calcular campo SAE:
Converta para SOTR para comparação equivalente de água limpa:
SOTR = AOR / (alfa × fator de correção) ≈ AOR / (0,6 × 0,5) = AOR / 0,30
SOTR = 138 / 0,30 = 460 kgO₂/h
Padrão SAE = 460/191 = 2,41 kgO₂/kWh
Isto está próximo do limite inferior da faixa aceitável para sistemas de bolhas finas – vale a pena investigar.
Os testes de gases residuais medem o SOTE diretamente nas condições do processo, capturando o gás que sai da superfície da água em uma coifa flutuante e analisando seu conteúdo de oxigênio. Este é o método mais preciso para determinar o desempenho real do difusor.
Equipamento necessário: coifa flutuante de coleta de gases, analisador de gases (O₂ e CO₂), medidor de vazão de ar no soprador.
SOTE (%) = (entrada de O₂ - saída de O₂) / entrada de O₂ × 100
onde O₂ in = fluxo de ar × 0,2095 (fração O₂ do ar) e O₂ out = concentração de O₂ medida nos efluentes gasosos recolhidos × caudal total de efluentes gasosos.
O teste de gases residuais é o padrão ouro para validação pós-limpeza ou pós-retrofit – ele mostra diretamente se a manutenção ou substituição do difusor melhorou o desempenho. Requer equipamento especializado e normalmente é conduzido por uma equipe especializada.
A eficiência do soprador determina quanta energia elétrica realmente atinge o fluxo de ar. Um soprador que fornece 85% de sua potência nominal devido ao tempo, sujeira no filtro de entrada ou operação em carga parcial desperdiça o restante na forma de calor.
Equação de potência isotérmica para avaliação da eficiência do soprador:
Potência isotérmica teórica (kW) = Q_ar × P_inlet × ln(P_outlet / P_inlet) / eficiência
onde:
Referências de eficiência do soprador:
| Tipo de soprador | Eficiência isentrópica máxima | Eficiência de campo típica | Eficiência em carga parcial (fluxo de 50%) |
|---|---|---|---|
| Raízes trilobadas (sem VFD) | 55–65% | 50–60% | 35–45% |
| Raízes trilobadas (com VFD) | 55–65% | 55–62% | 50–58% |
| Parafuso rotativo (com VFD) | 65–75% | 62–70% | 60–68% |
| Centrífuga multiestágio | 65–72% | 60–68% | 45–55% (risco de surto) |
| Turbo de alta velocidade (acionamento direto) | 72–82% | 70–78% | 65–75% |
O problema de eficiência mais comum no campo: sopradores funcionando continuamente a 40–60% do fluxo projetado porque o sistema de aeração foi projetado para condições de pico de fluxo que raramente ocorrem. Com vazão de 50%, um soprador de raízes perde de 15 a 25 pontos percentuais de eficiência em comparação com seu pico – desperdiçando uma fração significativa de cada kWh consumido.
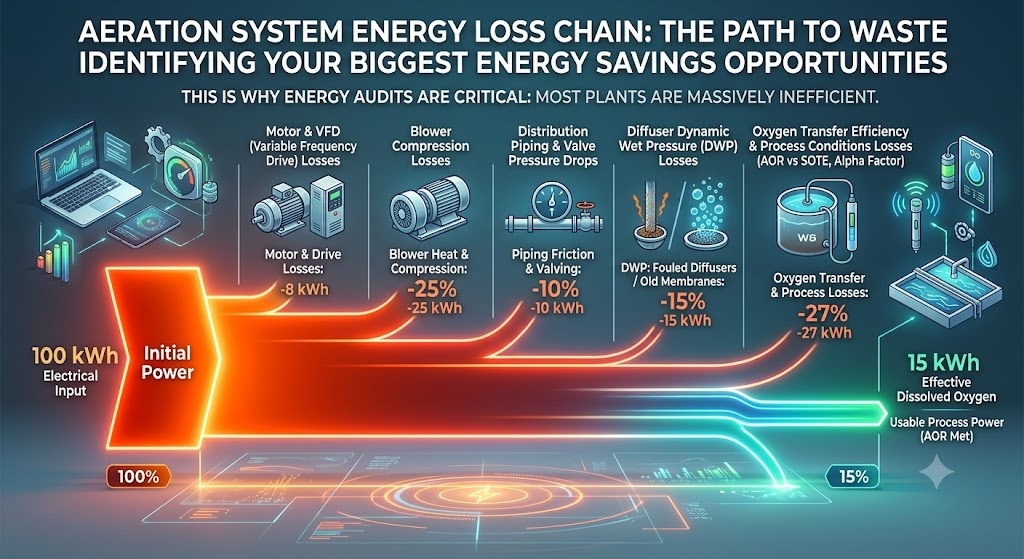
Cada sistema de aeração possui quatro locais onde a energia é perdida entre o medidor elétrico e o oxigênio dissolvido no tanque. A quantificação de cada perda identifica onde intervir.
A cadeia de perda de energia:
Entrada elétrica → Perdas do motor do soprador → Perdas de compressão do soprador → Perdas de distribuição de tubulação/válvula → Perdas DWP do difusor → Perdas de transferência de oxigênio
| Estágio de perda | Magnitude típica | Causa | Verificação de auditoria |
|---|---|---|---|
| Perdas elétricas do motor | 3–8% | Envelhecimento do motor, carga parcial | Meça o fator de potência do motor e o consumo de corrente |
| Perdas de compressão do soprador | 20–35% | Tipo de soprador, operating point | Compare a potência isotérmica real vs. teórica |
| Perdas em tubos e válvulas | 5–15% | Tubo subdimensionado, válvulas sujas, válvulas de controle excessivas | Queda de pressão no sistema de distribuição |
| Perdas DWP do difusor | 5–25% | Incrustação, envelhecimento, excesso/falta de fluxo | Medição DWP (ver artigo DWP) |
| Perdas de transferência de oxigênio | 30–60% | Fator alfa, ponto de ajuste de DO, tamanho da bolha | Teste de gás ou estimativa SOTE |
O efeito combinado: para cada 100 kWh consumidos pelo motor do soprador, normalmente apenas 15–35 kWh acabam como oxigênio dissolvido no licor misturado.
A maioria das usinas foi projetada para picos de carga diários/sazonais. A carga média real é normalmente de 40 a 70% do pico. Um soprador operando em velocidade fixa para atender aos picos de demanda funciona com carga parcial ineficiente durante a maior parte de sua vida operacional.
Os inversores de frequência variável (VFDs) permitem que a velocidade do soprador monitore a demanda real de oxigênio. Os sopradores de deslocamento positivo trilobular com VFD para controle de velocidade oferecem uma redução de rotação de 60 a 70%, o que permite grande flexibilidade operacional.
Economia de energia com VFD: 15–30% da energia do soprador em plantas típicas. Retorno: 2–4 anos dependendo da tarifa de energia elétrica e variação de carga.
O VFD é mais eficaz quando: a carga varia significativamente (variação diurna > 2:1), vários sopradores estão instalados, os sopradores atuais funcionam continuamente a uma velocidade >70%.
O VFD é menos eficaz quando: os sopradores já funcionam a uma velocidade de 95–100% na maior parte do tempo (planta com capacidade limitada) ou quando um soprador de raízes já está regulado ao mínimo.
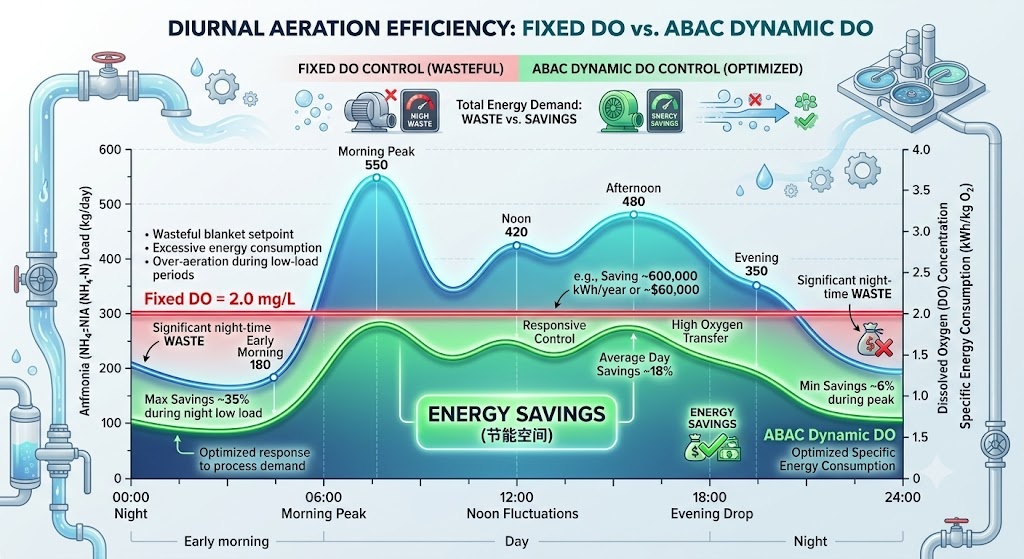
A maioria das plantas opera com um ponto de ajuste de OD de 2,0 mg/L em toda a bacia de aeração – um número geral que cobre as piores condições. Em condições de carga média, isso significa aeração excessiva crônica.
A redução do ponto de ajuste de OD de 2,0 mg/L para 1,5 mg/L (ainda totalmente suficiente para nitrificação em temperaturas normais) normalmente reduz a demanda de ar em 10–20%. Esta é a intervenção de menor custo disponível – muitas vezes conseguida através da reprogramação do PLC sem qualquer despesa de capital.
Importante: A redução do ponto de ajuste de OD deve ser associada a uma calibração confiável do sensor de OD. O desvio nos sensores de OD é comum e faz com que o OD real seja inferior ao valor exibido – reduzir o ponto de ajuste sem recalibrar os sensores corre o risco de perturbar o processo.
O controle padrão de OD mantém uma concentração fixa de OD, independentemente da demanda biológica real. O ABAC vai um nível mais profundo – ele mede a concentração de amônia no efluente e ajusta o ponto de ajuste de OD dinamicamente com base na conclusão da nitrificação.
Como o OTE melhora em concentrações mais baixas de OD, há economia de energia disponível ao manter a concentração mínima de OD que atenda aos objetivos do processo. Os sistemas ABAC aproveitam a influência do OD tanto na OTE quanto na taxa de conversão biológica da amônia.
Na prática: à noite, quando a carga de amônia é baixa, o ABAC permite que o OD caia para 0,8–1,2 mg/L e ainda alcance a nitrificação completa. Durante o pico de carga matinal, aumenta o OD para 2,5–3,0 mg/L antes da passagem da amônia. Esta resposta dinâmica é impossível com um ponto de ajuste fixo de DO.
Um estudo de caso publicado pela Envirosim demonstrou que em uma planta de lodo ativado nitrificante, o controle manual de OD resultou em oscilações de OD de 0,5 a 3,5 mg/L e energia do soprador de 590 kWh/MGD. O controle convencional de OD reduziu isso em apenas 3%. O ABAC reduziu significativamente a demanda de energia, estreitando a faixa operacional de OD ao mínimo necessário para a nitrificação completa em todas as condições de carga.
Tecnologias de controle avançadas, incluindo MPC integrado com IA e aprendizado de máquina, podem diminuir o uso de energia em 30–40% e aumentar os níveis de OD em 35–40% em comparação com a operação manual.
Requisitos de implementação do ABAC: sensor de amônia (eletrodo seletivo de íons ou analisador on-line) próximo ao final do efluente da bacia de aeração; Sensores de DO em cada zona de controle; Integração SCADA; Sopradores VFD para capacidade de resposta.
Difusores sujos produzem bolhas maiores com SOTE mais baixo e aumentam o DWP – o que significa que o soprador deve trabalhar mais para empurrar o mesmo ar. O efeito combinado de difusores sujos em DWP = 100 mbar vs DWP = 20 mbar é um aumento de 15–25% na energia por unidade de oxigênio transferido.
A implementação de um sistema de controle de aeração adequadamente projetado foi relatada pela Agência de Proteção Ambiental dos Estados Unidos para reduzir a energia de aeração em 25 a 40 por cento. Mas esta poupança só é possível quando os difusores estão limpos – um sistema difusor sujo anula os benefícios do controlo avançado.
Ordem de prioridade de manutenção do difusor:
Consulte o artigo do DWP para conhecer a estrutura completa de decisões de manutenção.
Se a planta foi construída com sopradores trilobados de raízes operando acima de 0,5 bar de contrapressão – como muitas plantas fazem, já que os sopradores de raízes foram a tecnologia padrão por décadas – substituí-los por turbo sopradores de alta velocidade ou sopradores de parafuso rotativo proporciona ganhos de eficiência significativos.
| Atualização do soprador | Ganho de eficiência máxima | Economia de energia (indicativo) | Retorno |
|---|---|---|---|
| Raízes → Parafuso rotativo (mesma pressão) | 10–15 pontos percentuais | 15–20% | 4–7 anos |
| Raízes → Turbo de alta velocidade | 15–25 pontos percentuais | 20–30% | 5–9 anos |
| Centrífuga multiestágio → Turbo | 8–15 pontos percentuais | 10–20% | 5–8 anos |
| Adicione VFD ao soprador de parafuso existente | 8–15% em carga parcial | 10–20% | 2–4 anos |
A substituição do soprador é a intervenção com maior custo de capital, mas proporciona a economia mais duradoura – os ganhos de eficiência são independentes do comportamento do operador e não se degradam sem grandes falhas mecânicas.
Uma auditoria energética de aeração completa fornece uma matriz de economia: cada oportunidade quantificada em kWh/ano e US$/ano, com custo de implementação estimado e período de retorno simples.
Exemplo de resultado de auditoria — usina municipal de 10.000 m³/dia, carga do soprador de 191 kW, eletricidade de US$ 0,10/kWh:
| Oportunidade | Economia de energia | Economia anual | Custo de implementação | Retorno simples |
|---|---|---|---|---|
| Ponto de ajuste DO 2,0 → 1,5 mg/L (reprogramação PLC) | 15% | US$ 25.000 | US$ 2.000 | 1 mês |
| Limpeza com ácido de explosão do difusor | 12% | US$ 20.000 | US$ 5.000 | 3 meses |
| VFD no soprador de chumbo | 18% | US$ 30.000 | US$ 40.000 | 16 meses |
| Implementação ABAC | 20% | US$ 33.000 | US$ 80.000 | 29 meses |
| Substituição do soprador (raízes → turbo) | 25% | US$ 42.000 | US$ 250.000 | 71 meses |
Observação: as economias não são totalmente aditivas — a redução do ponto de ajuste de DO e o ABAC resolvem problemas de sobreposição. Economia realista combinada de todas as cinco medidas: 35-50% da energia de aeração inicial, com a maior parte da economia alcançável dentro de 3 anos apenas através das três primeiras medidas.
As pequenas ETAR beneficiam de métodos de controlo on/off e PID, resultando em poupanças de energia de 10 a 25% e reduções no nível de OD de 5 a 30%. O controle em cascata e o controle preditivo do modelo melhoram a eficiência energética em 15–30% em ETARs de médio porte. ETARs avançadas que utilizam MPC integrado com IA e aprendizado de máquina podem diminuir o uso de energia em 30–40%.
| Tamanho da planta | Estratégia de controle apropriada | Economia de energia realista |
|---|---|---|
| < 1.000 m³/dia | Ajuste manual do ventilador liga/desliga | 5–15% |
| 1.000–5.000 m³/dia | Controle PID DO VFD | 15–25% |
| 5.000–20.000 m³/dia | Controle DO em cascata ABAC VFD | 20–35% |
| > 20.000 m³/dia | Coordenação de múltiplos sopradores MPC ABAC | 25–40% |
| > 50.000 m³/dia | Instrumentação completa de previsão de carga MPC AI/ML | 30–45% |
Uma das poupanças de energia mais frequentemente negligenciadas em instalações com zonas anóxicas. Durante a desnitrificação, as bactérias usam NO₃ como aceitador de elétrons em vez de O₂ – recuperando efetivamente o oxigênio da molécula de nitrato.
Crédito de oxigênio = 2,86 kgO₂ por kg NO₃-N reduzido
Para uma planta desnitrificando 15 mg/L NO₃ a partir de vazão de 10.000 m³/dia:
No SAE = 2,5 kgO₂/kWh, esse crédito vale: 429 / 2,5 = 172 kWh/dia = $ 6.200/ano
As plantas que possuem zonas anóxicas, mas não contabilizam o crédito de desnitrificação em sua lógica de controle do soprador, estão superaerando e desperdiçando energia equivalente a esse crédito todos os dias.
Execute esta lista de verificação antes de encomendar uma auditoria completa – ela identifica os três ganhos rápidos mais comuns:
1. Leia a pressão de descarga do soprador e calcule o DWP
2. Verifique o ponto de operação do soprador versus a curva de projeto
3. Leia o DO médio das tendências do SCADA (últimos 7 dias)
4. Compare a potência real do soprador com os requisitos teóricos
5. Verifique a variação diurna na potência do soprador
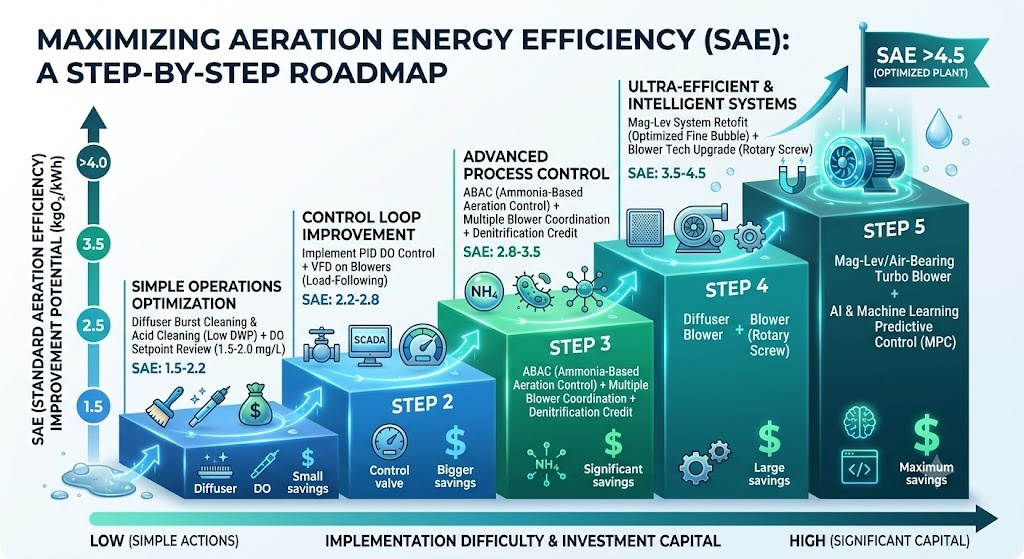
| SAE atual | Ação prioritária | SAE esperado após ação |
|---|---|---|
| < 1,5 kgO₂/kWh | Limpeza do difusor DO revisão do ponto de ajuste | 1,8–2,2 |
| 1,5–2,0 kgO₂/kWh | Adicionar controle VFD DO | 2,2–2,8 |
| 2,0–2,5 kgO₂/kWh | Adicione ABAC para otimizar a cobertura do difusor | 2,5–3,5 |
| 2,5–3,5 kgO₂/kWh | Atualização da tecnologia do soprador se tiver mais de 10 anos | 3,5–4,5 |
| > 3,5 kgO₂/kWh | Bem otimizado – foco na manutenção do difusor | Manter |
Produtos relacionados: Os difusores de disco de bolhas finas, difusores de placa, difusores de tubo e mangueira de aeração da Nihao suportam as otimizações do lado do difusor descritas nesta estrutura de auditoria. Manter um DWP baixo por meio da seleção de membranas de EPDM ou silicone e limpeza regular é a intervenção com maior ROI e menor capital disponível para a maioria dos operadores de planta. Contato [email protected] para suporte à avaliação do sistema difusor.


86 - 571 - 88647609

+ 86-15267462807
