

 Inglês
Inglês عربي
عربي espanhol
espanhol
×
Senha
Pegue a senha
Digite a senha para baixar o conteúdo relevante.
Enviar
 +86-15267462807
+86-15267462807
 Linguagem
Linguagem
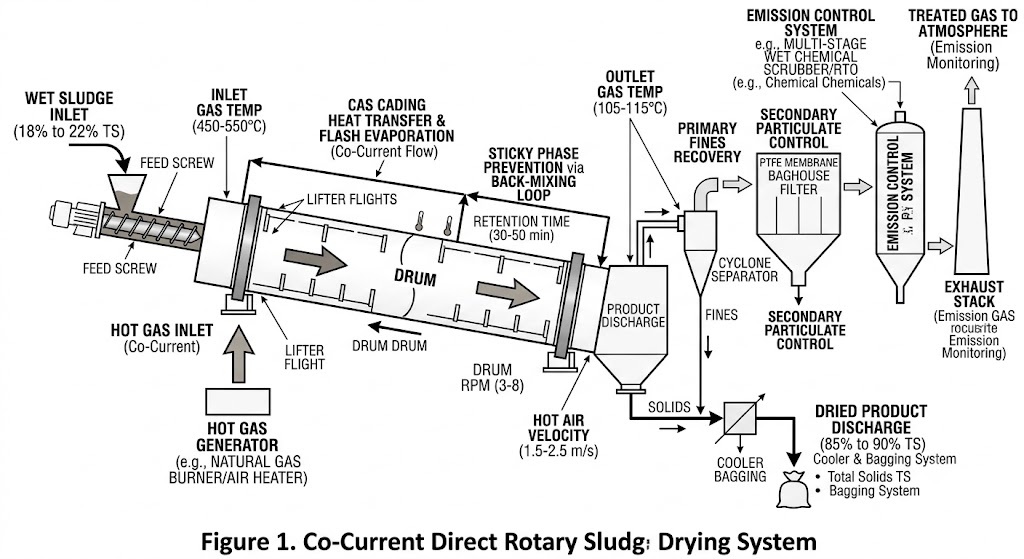
A secagem rotativa se destaca como uma tecnologia fundamental de desidratação térmica para resíduos de águas residuais industriais e municipais. O mecanismo central depende de um tambor cilíndrico giratório, ligeiramente inclinado em relação à horizontal, que espalha o lodo úmido através de uma corrente de gás aquecido. Nos secadores rotativos diretos (convecção), o gás de combustão quente ou o ar aquecido entra em contato direto com o lodo, maximizando as taxas de transferência de calor e massa. Em configurações indiretas (condução), o meio de aquecimento (normalmente vapor ou óleo térmico quente) flui através de uma camisa ou tubos internos, transferindo energia térmica através das paredes metálicas para minimizar o volume dos gases de escape e os desafios de contenção de odores.
A mecânica interna é fortemente governada pelo perfil do levantador ou do voo. À medida que o tambor gira, essas hélices levantam o lodo e o despejam através do fluxo de gás, criando uma cortina contínua de material que otimiza o coeficiente volumétrico de transferência de calor. A configuração do fluxo de gás determina o gradiente térmico: o fluxo co-corrente (paralelo) introduz o gás mais quente no lodo mais úmido, evitando a queima do produto e a dispersão de compostos orgânicos voláteis (VOC), enquanto o fluxo em contracorrente coloca o produto mais seco em contato com o gás mais quente, alcançando umidade residual ultrabaixa, mas exigindo controles de temperatura rigorosos.
O controle operacional exige o cumprimento estrito de parâmetros quantitativos. Para lodo municipal típico com um teor inicial de sólidos de alimentação de 18% a 22% de Sólidos Totais (ST), visando um produto final de 85% a 90% TS, as temperaturas do gás de entrada do secador direto normalmente variam de 450 a 550 graus Celsius, com as temperaturas de saída correspondentes mantidas estritamente entre 105 e 115 graus Celsius para evitar a condensação. O tempo de retenção dentro do tambor varia de 30 a 50 minutos, dependendo da rotação do tambor (normalmente de 3 a 8 RPM) e da geometria do voo. A velocidade ideal do ar quente é equilibrada entre 1,5 e 2,5 metros por segundo; velocidades abaixo desta faixa reduzem a capacidade de transporte de umidade, enquanto velocidades excessivas causam o arrastamento prematuro de partículas finas, sobrecarregando os ciclones a jusante.
O monitoramento de umidade utiliza sensores on-line de micro-ondas de alta frequência ou infravermelho próximo (NIR) colocados na calha de descarga para feedback em tempo real, complementados por verificação gravimétrica off-line de secagem em forno (Método padrão 2540G). Uma variável de controle crítica e frequentemente esquecida é a consistência alimentar. Quedas repentinas no teor de sólidos de alimentação aumentam instantaneamente a carga térmica, causando um rápido declínio na temperatura dos gases de exaustão; se a temperatura de exaustão cair abaixo do ponto de orvalho (normalmente em torno de 80 a 85 graus Celsius para fluxos altamente úmidos), ocorre condensação localizada, levando a grave aderência de lodo, incrustações e padrões erráticos de liberação de VOC.
A divisão sequencial do mecanismo de secagem rotativa opera através das seguintes fases físicas distintas:
A otimização da economia de um sistema de secagem rotativa requer atenção rigorosa às etapas de pré-desaguamento. Alimentar lodo líquido bruto diretamente em um secador térmico é termodinamicamente proibitivo. A operação econômica exige pré-desaguamento para um mínimo de 18% a 25% TS. As tecnologias comuns de desidratação mecânica exibem desempenho e faixas de dosagem de polímero distintas: filtros-prensa de correia normalmente produzem 18% a 22% de TS com uma dose de polímero catiônico de 6 a 10 quilogramas por tonelada seca; as prensas de parafuso fornecem 20% a 24% de TS a 8 a 12 quilogramas por tonelada; e as centrífugas de recipiente sólido de alta velocidade atingem 22% a 28% de TS, mas exigem dosagens mais altas de polímero, variando de 10 a 15 quilogramas por tonelada seca. A poliacrilamida residual (PAM) destas etapas pode exacerbar a viscosidade do lodo durante a transição térmica subsequente.
Para dimensionar com precisão um secador rotativo, os engenheiros devem executar um rigoroso balanço de massa. Considere uma instalação municipal processando 50 toneladas úmidas por dia de torta de lodo desidratado com um teor inicial de sólidos de 18% TS, com uma meta de secagem final de 85% TS. A massa seca total processada por dia é calculada como: 50 toneladas úmidas multiplicadas por 0,18, o que equivale a 9 toneladas secas por dia. A massa do produto final é calculada como: 9 toneladas secas divididas por 0,85, o que equivale a 10,59 toneladas de produto seco por dia. Portanto, a taxa horária de evaporação de água (W) necessária ao longo de uma janela de operação de 24 horas é: (50 menos 10,59) dividido por 24, o que equivale a 1,642 toneladas de água evaporada por hora, ou aproximadamente 1.642 quilogramas de água por hora.
Assumindo uma taxa conservadora de evaporação volumétrica de água de 35 quilogramas de água por metro cúbico-hora para secadores rotativos diretos, o volume ativo necessário do tambor (V) é: 1.642 dividido por 35, o que equivale a 46,9 metros cúbicos. Escolhendo uma relação diâmetro-comprimento padrão de 1 para 5, um diâmetro de tambor (D) de 2,2 metros e um comprimento ativo (L) de 11,0 metros fornece um volume total de 41,8 metros cúbicos; ajustar ligeiramente o comprimento para 12,5 metros produz os 47,5 metros cúbicos necessários, estabelecendo um envelope de dimensionamento robusto. O tempo de residência teórico (t) pode ser verificado de forma cruzada usando a relação empírica: t = (0,23 * L) / (D * RPM * S), onde S é a inclinação do tambor (normalmente 3% a 5%). Para um tambor de 12,5 metros a 5 RPM com inclinação de 4%, o tempo de retenção corresponde perfeitamente ao perfil térmico necessário de 40 minutos.
O gerenciamento das flutuações sazonais do lodo requer um sistema automatizado de retromistura (ou back-pass). Quando a torta úmida cai na faixa de 40% a 60% de TS, ela entra na notória "fase pegajosa", onde o material se comporta como uma pasta altamente viscosa, causando cegueira catastrófica no voo e entupimento do tambor. Para contornar isso, uma porção dos grânulos secos de 85% de TS acabados é reciclada mecanicamente e misturada com a torta úmida de 18% de TS recebida em um misturador de pás de eixo duplo antes de entrar na calha de alimentação do secador. Isto eleva imediatamente os sólidos de alimentação misturados acima de 62% TS, ignorando completamente a fase pegajosa e garantindo uma alimentação granular de fluxo livre que elimina bloqueios.
A secagem térmica de lodo é uma utilidade que consome muita energia, exigindo quantificação rigorosa do balanço energético líquido. O consumo básico de energia para evaporação de água em um secador rotativo direto varia de 2.800 a 3.200 quilojoules por quilograma de água evaporada, o que se traduz aproximadamente em 775 a 890 quilowatts-hora de energia térmica por tonelada de água removida. O consumo de energia elétrica para equipamentos auxiliares – incluindo acionamentos de tambor, roscas de alimentação, ventiladores de tiragem induzida e bombas de recirculação – acrescenta 30 a 50 quilowatts-hora extras por tonelada úmida processada. A divisão exata do balanço de energia térmica compreende: o calor latente de vaporização (fixado em aproximadamente 2.260 quilojoules por quilograma), o calor sensível necessário para elevar a matriz de lodo e a água da temperatura ambiente até a temperatura de evaporação (normalmente 150 a 200 quilojoules por quilograma) e radiação do sistema e perdas na chaminé de gases de exaustão (variando de 400 a 700 quilojoules por quilograma).
A seleção da fonte primária de calor molda fundamentalmente as despesas operacionais (OPEX) e a intensidade de carbono, conforme detalhado abaixo:
| Tipo de fonte de calor | Faixa de eficiência térmica | Custo operacional relativo | Impacto da pegada de carbono |
|---|---|---|---|
| Gás Natural (Queima Direta) | 80% - 85% | Médio (Dependente do Mercado) | Moderado (linhas de base de combustíveis fósseis) |
| Vapor Saturado (Indireto) | 75% - 82% | Baixo (se cogerado) | Variável (depende do combustível da caldeira) |
| Calor residual de gases de combustão | 60% - 70% | Perto de zero | Mais baixo (emissões líquidas insignificantes) |
| Gaseificação de Biomassa | 70% - 78% | Baixo a Médio | Potencial Neutro em Carbono |
| Bombas de calor elétricas | 200% - 300% (equivalente a COP) | Alta (tarifas elétricas regionais) | Baixo (se vinculado ao Clean Grid) |
O controle de emissões atmosféricas e a mitigação rigorosa de odores são obrigatórios para garantir a conformidade com os padrões da Lei Federal de Ar Limpo da EPA dos EUA e com as licenças operacionais do Título V em nível estadual. O fluxo de exaustão de um secador rotativo de lodo contém altas concentrações de umidade, partículas finas, sulfeto de hidrogênio, amônia e compostos orgânicos voláteis. O controle de partículas é obtido por meio de um sistema de dois estágios: um ciclone primário de alta eficiência que recupera 95% a 98% dos finos de biossólido secos, seguido por um filtro de mangas de jato pulsado equipado com filtros de membrana de politetrafluoretileno (PTFE) classificados para ambientes úmidos e de alta temperatura.
Para poluentes gasosos e conformidade com odores, a seleção da engenharia depende das regulamentações regionais. Oxidadores Térmicos (TO) ou Oxidadores Térmicos Regenerativos (RTO) são implantados quando a destruição de VOCs e a eliminação absoluta de odores são legalmente obrigatórias; eles operam de 815 a 870 graus Celsius com um tempo de residência de 0,5 a 1,0 segundo, alcançando 99% de eficiência de destruição, mas incorrendo em penalidades substanciais de combustível. Onde os custos de combustível são proibitivos e as restrições químicas permitem, lavadores químicos úmidos de vários estágios que utilizam hipoclorito de sódio, hidróxido de sódio e ácido sulfúrico são implantados para neutralizar gases ácidos e odorantes, frequentemente seguidos por um leito de biofiltro projetado com meio de aparas de madeira para biodegradar vestígios de compostos orgânicos residuais antes da descarga atmosférica através de uma pilha elevada.
O processamento de lodo através de um secador rotativo transforma um resíduo líquido perigoso em uma mercadoria valiosa e estável. De acordo com os regulamentos EPA Parte 503 dos EUA, manter uma relação temperatura-tempo do produto onde os sólidos do lodo são submetidos a temperaturas superiores a 70 graus Celsius por um período contínuo de pelo menos 30 minutos, combinado com a obtenção de uma secagem final superior a 90% TS, classifica o material como Biossólidos Classe A. O status de Classe A certifica que as densidades de patógenos são reduzidas abaixo dos limites detectáveis, permitindo que o material seja comercializado como fertilizante irrestrito ou corretivo de solo para uso agrícola, cultivo de grama e recuperação de terras, eliminando assim completamente as taxas de despejo em aterros. Alternativamente, devido ao alto conteúdo orgânico, os biossólidos secos possuem um poder calorífico inferior de 12.000 a 16.000 quilojoules por quilograma seco, tornando-os um excelente combustível suplementar para fornos de cimento ou usinas de energia a carvão.
Ao sair do tambor rotativo, os grânulos secos estão a uma temperatura de 85 a 105 graus Celsius. O armazenamento imediato a esta temperatura introduz um risco extremo de combustão espontânea, impulsionado pela oxidação biológica e química localizada. Consequentemente, o produto deve entrar imediatamente em um resfriador indireto rotativo ou de parafuso encamisado para reduzir a temperatura central abaixo de 40 graus Celsius antes de ser transportado para estações de pelotização ou silos de armazenamento. Além disso, o manuseio de pó de biossólido seco é estritamente regido pela NFPA 652 (Norma sobre os Fundamentos de Poeira Combustível) e NFPA 855. Todos os transportadores fechados, silos de armazenamento e estações de ensacamento devem apresentar painéis de ventilação de alívio de explosão, sistemas de detecção de faíscas e circuitos de inertização de nitrogênio ou gás recirculado com baixo teor de oxigênio para evitar explosões de poeira.
A avaliação económica requer uma matriz clara de Despesas de Capital (CAPEX) e Despesas Operacionais (OPEX). Para uma instalação municipal padrão de 50 toneladas úmidas por dia, o CAPEX varia de 3,5 milhões a 5,5 milhões de dólares americanos, abrangendo o tambor do secador, atualizações de pré-desaguamento, circuitos de retromistura, trens de tratamento de ar e sistemas de controle automatizados. O OPEX é dominado pelos custos de energia térmica (normalmente 45% a 55% das despesas operacionais totais), seguidos pela energia elétrica (15% a 20%), componentes de desgaste de manutenção (15%) e consumíveis de polímeros. As estratégias de manutenção mecânica devem priorizar componentes de alto desgaste: os selos mecânicos de grafite ou carbono do tambor principal devem ser inspecionados trimestralmente e substituídos a cada 12.000 a 18.000 horas de operação; os elevadores internos de entrada e os revestimentos de desgaste exigem soldagem de revestimento duro ou substituição a cada 24.000 horas devido à abrasividade do lodo; e os rolamentos do munhão principal requerem lubrificação automatizada contínua para evitar fadiga catastrófica prematura.
Antes da implantação de capital em grande escala, as equipes de engenharia devem executar um programa estruturado de testes-piloto. Um protocolo piloto rigoroso de 5 a 10 dias usando um secador rotativo móvel de 200 quilogramas por hora é essencial para mapear as características específicas do lodo. A matriz abrangente de amostragem e testes de pré-comissionamento deve seguir os parâmetros exatos descritos abaixo:
| Parâmetro de teste | Referência de método analítico | Objetivo de engenharia/métrica de projeto acionável |
|---|---|---|
| Sólidos totais e sólidos voláteis | Método EPA 1684/SM 2540G | Estabelece o equilíbrio de massa exato e calcula a carga orgânica volátil líquida. |
| Zona de Fase Pegajosa de Lodo | Perfil de Torque Reológico | Identifica os limites precisos de umidade para programar a proporção de reciclagem da retromistura. |
| Coliformes Fecal/Salmonela | Conformidade com as regras da Parte 503 da EPA | Verifica a eficiência de destruição de patógenos para garantir a certificação de biossólidos Classe A. |
| VOC de escape e odor específico | Método EPA 25A/ASTM E679 | Dimensiona o oxidante térmico ou o sistema de purificação química úmida para permitir o ar local. |
| Temperatura de Fusão de Cinzas | ASTM D1857 | Determina o potencial de escória se o biossólido seco for utilizado como fonte de combustível. |
A implantação de um sistema de secagem térmica otimizado requer um equilíbrio preciso entre termodinâmica, engenharia mecânica e conformidade ambiental. Equipamentos padrão prontos para uso raramente oferecem a eficiência necessária para lidar com matrizes complexas de lodo municipal e industrial com segurança. Para ajudar sua equipe de engenharia a navegar pelas fases iniciais do projeto, nosso departamento técnico fornece um Estimador de Dimensionamento e Energia de Secagem de Lodo gratuito e baseado em nuvem. Esta ferramenta de engenharia utiliza suas informações operacionais específicas para gerar um balanço de massa preliminar, dimensões básicas do tambor e requisitos de utilidade estimados em poucos minutos.
Para garantir um perfil de ativo de capital personalizado ou agendar uma avaliação abrangente em escala piloto em suas instalações, entre em contato hoje mesmo com nosso grupo de engenharia de aplicação. Ao iniciar sua consulta, certifique-se de que sua equipe de projeto reuniu os seguintes critérios principais de entrada para acelerar a avaliação de engenharia:
Agende uma teleconferência técnica com nossos engenheiros de processo seniores para obter uma análise abrangente de CAPEX, OPEX e retorno do investimento (ROI) localizado, personalizada de acordo com os parâmetros operacionais exclusivos de sua instalação.


86 - 571 - 88647609

+ 86-15267462807
